Welcome to Yibi Jewelry

 Introduction
Introduction
As the jewellery industry evolves, stainless steel – with its corrosion resistance, hypoallergenic nature, and cost-effectiveness – has become a serious material for hand set stones.
At Yibi, we supply stainless steel hardware and jewellery to luxury brands. After years of hands-on production, we have developed dedicated stone-setting techniques for 316 and 316L stainless steel.
This guide covers:
Material properties
Four core setting techniques
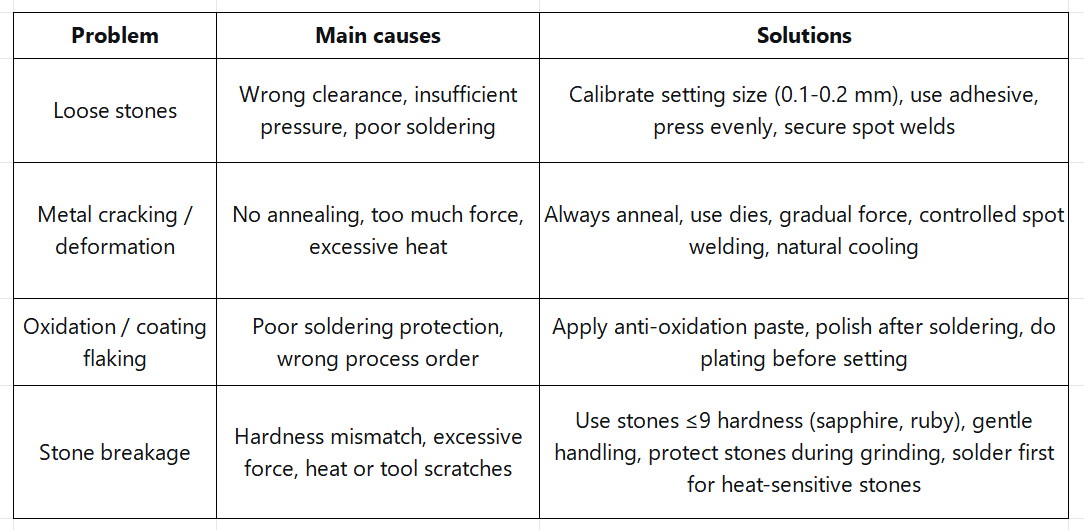
Practical challenges & solutions
Quality inspection standards
316L (HV 220–240) – added molybdenum, higher wear/corrosion resistance, used in coastal or outdoor jewellery.
*Avoid 201 / 202 – poor corrosion resistance, risk of rust.*
High hardness, low ductility – prongs and bezels may crack or deform.
Difficult soldering – high heat can cause oxidation, slag, or damage heat-sensitive stones.
Poor surface adhesion – adhesives bond weakly; wrong process sequence leads to loose stones or flaking coatings.

Thai jeweler, handles the jewelry and precious stones in the workshop, the process of jewelry making ,close-up
Polish base, remove oxide layers.
Anneal prong/bezel material at 800-900°C (30 min, then cool naturally).
Clean stones, calculate setting clearance 0.1-0.2 mm.
Use fine saws, micro motors, stainless-steel-specific torch.
Prong setting
Annealed wire (0.8-1.2 mm) → 4 or 6 prongs.
Spot weld at 1000-1200°C.
Press prongs evenly over the girdle.
Yibi note: Annealing temperature is critical to avoid cracking.
We have already achieved planar pave on stainless steel comparable to precious metals; curved pave is under optimisation.
Bezel setting
0.3-0.5 mm sheet → form a ring with 0.1 mm clearance.
Insert stone, press bezel uniformly.
Balance security with a light, premium feel.
Channel setting
Cut channel: 0.1 mm narrower than stone girdle, depth ½–⅔ of stone height.
Insert stones in a row, compress channel walls.
Yibi uses standardised channel dimensions for batch production.
Pave / micro-pave setting
Lift metal beads, shape into small pins.
Place stones (≥4 beads per stone).
Use microscope for precision.
Polish (mirror or matte).
Ultrasonic clean (3-5 min).
Pull test ≥5 N – no looseness.
316 / 316L do not need protective oil.
Material – spectral analysis confirms 316 / 316L, no harmful elements.
Security – pull force ≥5 N, no deformation under simulated wear.
Surface – no burrs, uniform coating.
Yibi applies luxury-level inspection protocols for hand-set stones on 316/316L.
More precision, more environmentally responsible processes.
Combination of hand setting with mechanical aids.
Improved adhesives, plating, and use of recycled stainless steel.
As a manufacturing partner to top luxury brands, Yibi continues to optimise curved pave, coating integration, and batch quality.
Closing
Mastering hand-set stones in stainless steel requires precise material understanding and disciplined technique. By focusing on core methods and quality control, manufacturers can produce secure, beautiful, and durable high-end jewellery.
Yibi – stainless steel jewellery manufacturing for luxury supply chains.








